Wood/Epoxy Longevity
Spring 2001

GET STARTED
FREE PRINT & DIGITAL EDITIONS
Spring 2001
There are those who still question the longevity of an epoxy composite structure. They state that the technology is still too new to know how it will hold up long-term. Some have said that epoxy composites fail in the tropic heat; other critics have warned of the hazards of wood and freshwater. However, I’ve recently visited several boats that are living testimony to the long-term reliability of epoxy composites. Of course, careful construction and good materials are essential to longevity. From my perspective as a yacht surveyor, boatbuilder, and technical advisor, I’d like to offer a few observations from the field about some details that work and some that are less successful.
| 36′ monohull sailboat 35 years old Fresh water, seasonal use |
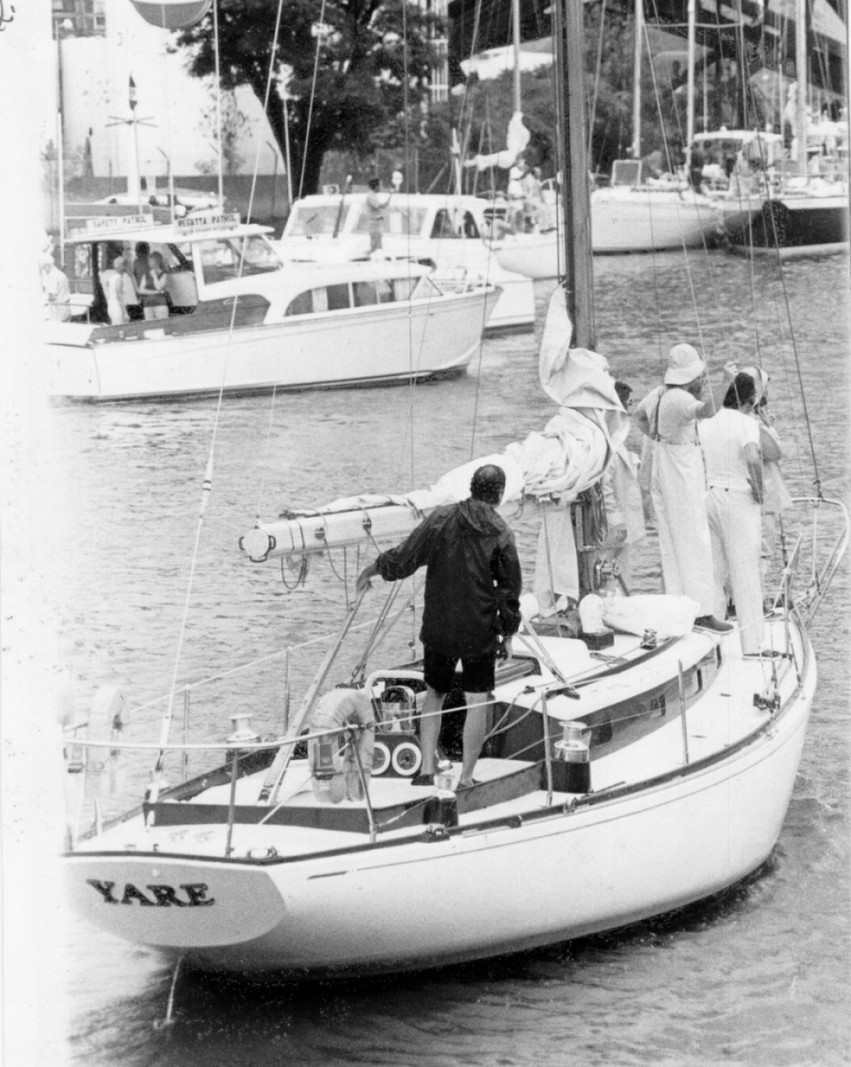
Last summer I sailed the 277-boat, Bacardi Bay View Mackinac yacht race aboard Meade Gougeon’s trimaran Adagio. Prior to the race, I visited Yare, a wood epoxy yacht built by Victor Carpenter in the early 1960’s. Jan Gougeon and Gougeon technical advisor Jim Derck served their boatbuilding apprenticeships with Vic building this 36′ Sparkman and Stephens design. The hull planking was edge-glued strip mahogany. The planks were edge-nailed with Anchor Fast™ nails. The planking is bonded to laminated mahogany frames. The deck beams and shear clamps are Sitka spruce. I was allowed to crawl around and inspect the condition of the wooden hull. The boat was in the water so I couldn’t see the exterior of the bottom, but the bilges were dusty. Most are aware that fresh water boats are much more susceptible to rot damage than saltwater boats. Yare, at 35 years old, always a fresh water boat is in very good condition. Some areas that get no ventilation and held moisture or where dirt accumulated were blackened, but structurally the boat is totally sound. Owners Tipp & Stroh took Yare to first place in Cruising Class B.


| 42′ monohull sailboat 25 years old Fresh water, seasonal use |
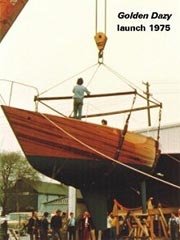
A few years ago, I visited a boat that I had a hand building in 1975 at Gougeon Brothers, Inc., a Ron Holland designed two tonner built for Dr. Gerry Murphy. She competed for and won the Canada’s Cup that year. Much of her success lay in her very rigid monocoque hull. The boat, now owned by Bruce Hill, still participates in club races out of the Lake Champlain Yacht Club.
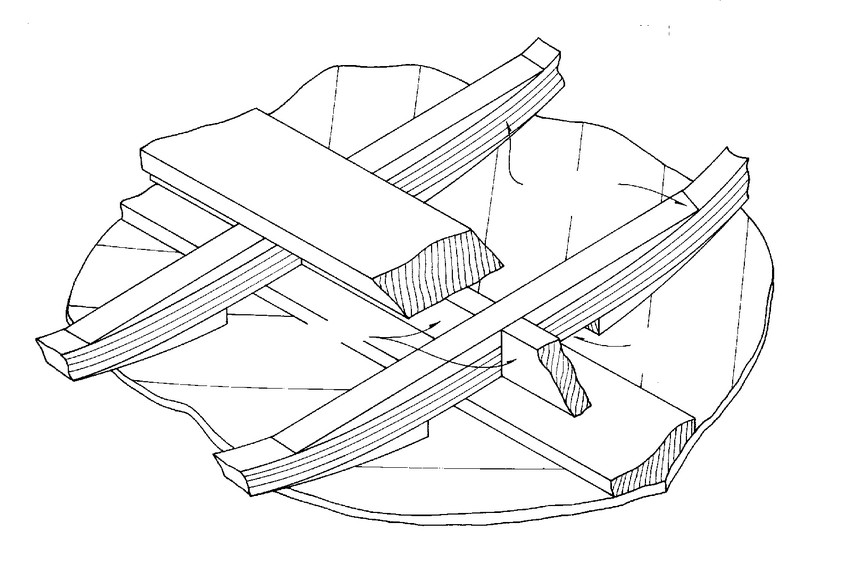
Golden Dazy‘s 40’ hull was strip planked with 1/2″ thick cedar and covered with multiple layers of 1/8″ thick veneer, resulting in a hull skin 1-1/8″ thick. Ring frames (cum floors) spaced to coincide with fin-shaped lead ballast keel bolts were laminated of mahogany. The keel bolts were cast in oversized holes with neat WEST SYSTEM® epoxy. The floors were covered with a continuous mahogany keelson and blocks placed between the floors served as fillers. This arrangement thus formed a sort of “I beam” to distribute shock loads in the event of a grounding of the deep keel (below). This structure was tested when Golden Dazy ran aground on her delivery. The keelson did a great job of taking the load, but still a few floors were broken in the collision. We sistered these laminated members with ash. The ash is a good choice as it bonds well and is strong. Now twenty-five years later, however, much of the ash has suffered from moisture damage and subsequent rot development. In part, this is due to poor ventilation. Ash is not very durable and should be reserved for areas where meticulous maintenance and plenty of ventilation will be assured.
Another source of problems I noted was a modification to the cockpit, done with white pine, to accommodate a wheel. The modification was prone to leaking. The pine was not coated with epoxy and moisture entered the endgrain. That area was poorly ventilated and the pine was disintegrating at an alarming rate.
The deck of Golden Dazy consisted of a thin layer of 1/8″ thick teak bonded to a plywood substrate. The designed 1/8″ gaps were filled with epoxy/423 Graphite Powder mixture. This deck system has worked well for years. However, it was damaged in an effort to sand the surface clean with a floor sander when the teak was abraded away in spots, exposing plywood. The lesson learned here is that slightly thicker teak would have delayed the problem and more careful maintenance of the teak would not have required such drastic measures to clean it up.
Golden Dazy’s western red cedar exterior topsides were covered with a layer of 4 oz fiberglass fabric. This was before the days of 207 Special Clear Hardener. The exterior has bumps and bruises from racing and docking mishaps that have been patched and patched again. The cedar has darkened with exposure to sunlight, but looks good from a distance. Up close, the patches and dark spots where moisture damage has occurred from neglected nicks and dings are evident. Many natural finished boats are eventually painted due to these hard realities.
The Hills are currently restoring Golden Dazy and expect many more years of racing and cruising in the old two tonner.

| 27′ trimaran sailboat 20 years old Fresh water, seasonal use |
Atom is a Jim Brown-designed Searunner trimaran that I built, now owned by Steve and Sue Treadwell. Having built the boat, I knew every nook and cranny and wondered how specific details have faired. The Douglas fir plywood with Douglas fir vertical grain stringers have held up great, a testimony to its durability-even in the floats, which are poorly ventilated. Covered with 6 oz fiberglass fabric on all exterior surfaces, the boat has limited checking, so common in fir plywood. The checking occurs mostly on horizontal surfaces. Great care was taken to ensure no voids existed in the plywood and all endgrain was thoroughly coated.
Typically, there is an aggregate buildup of wood where adjoining panels join the chine timber. In this boat, I eliminated the chine timber and replaced it with multiple layers of fiberglass laminate. There are no signs of any problems. (I am using this composite chine technique in my current project described in Epoxyworks 15, Spring 2000, because of the success shown in Atom.)
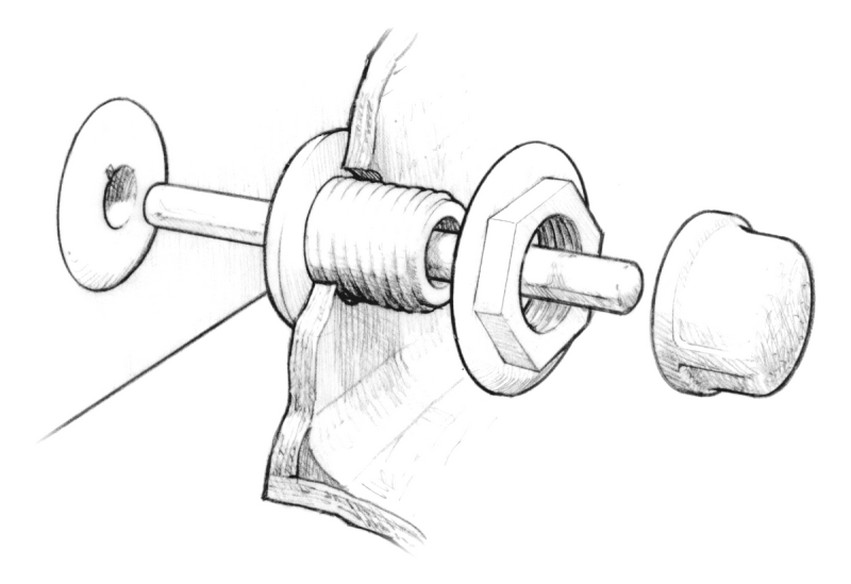
The centerboard axle housing (located below the waterline) uses plastic through-hull fittings bonded from the inside surface of the centerboard case facing outward. A 1/2″ diameter stainless steel pin (axle) passes through these fittings and through the centerboard. The through-hull fittings are covered (to keep the water out and the axle in) with pipe caps. This arrangement has proven to be excellent, allowing easy service of the centerboard (see sketch).
The original plywood centerboard failed after a few years of sailing. In a foil shape, there is simply too much endgrain exposed; it became laden with moisture and thus lost its stiffness and failed. A new board was built of mahogany strips (as described in our publication 000-448 Rudder Blades and Centerboards) and is working fine after eighteen years.
This boat sports an experimental wing mast constructed of 1/16″ thick aircraft birch plywood outer skin, 1/64″ thick plywood inner skin separated with 1/2″ Tricell H™ (resin impregnated paper) honeycomb. It was fitted to the boat five years after initial launching. With some reinforcing stringers, this laminate stack was lightly vacuumed while flat, then folded and placed into a form to establish an airfoil until all cured. An aluminum bolt rope was simply bonded into the back end slit from which the vacuum bag was removed. Mast hound was a stainless steel plate with threaded rod passing through it into localized wood and unidirectional carbon fiber buildup. The result was a very light section that has proven very efficient. Despite several stepping accidents, the structure stands to this day.
![]()
| 50′ catamaran sailboat 15 years old Tropical, salt water, year-round use |
In Hopetown, Bahamas, I visited Ron Engle’s Avatar, a sailing catamaran built by Orren and Debbie Byrd fifteen years ago. This boat has spent her entire life in the tropics and in salt water. She was used extensively for charters, so was exposed to a lot of use. Despite dismasting of her wing mast in a 1999 hurricane, the boat structure is in excellent condition. The hull is strip planked with western red cedar and covered inside and out with 6 oz fiberglass fabric. The strip planking runs from shear clamp to shear clamp. Only deck and bulkheads are plywood. Some high load areas are reinforced with unidirectional fiberglass. No rot or delaminations due to tropical temperatures are evident. The cedar has darkened with time, but has gained a nice appearance. Okoume plywood has similarly held up very well. This is probably because all exposed endgrain of plywood was coated fully. Bonded fasteners have been reliable despite the hostile saltwater environment. 207 Special Clear Hardener did not exist when this boat was built and there are areas where the coating has clouded. The varnish used is satin finish Z-Spar and has held up splendidly. The Awlgrip™ two part polyurethane paint is in great shape, still the original finish.


| 60′ catamaran powerboat 3 years old Tropical, salt water, year-round use |
Finally, I can’t help mentioning the Byrd’s most recent boat, Hummingbyrd, whose materials and building methods should again ensure longevity.
Hummingbyrd is a Malcolm Tennant power catamaran I had the opportunity to cruise on while in the Bahamas. Orren and Debbie Byrd built this 62′ by 23′ boat themselves in their barn located in the middle of a cotton field. This live-aboard cruiser weighs 44,000 lb carrying 1,600 gallons of fuel for the two 210 hp Cummins diesels. Cruising speed with 16:1 beam/length ratio hulls is about 17 knots, consuming about 1.5 mpg. At speed, the boat is very quiet. A key feature in sound deadening is that the mass of the engine beds should approach 20% of the engine weight. These particular ones are laminated mahogany.
Construction for the hull bottom is cedar strip plank reinforced with unidirectional S-glass. The glass is oriented 90deg; to the cedar strips. Hull sides are comprised of 1/8″ thick okoume plywood skins with 3/4″ endgrain balsa core. These panels were vacuum bagged to lengths of half the boat’s length on a flat table (this size was the limit that the two of them could lift). The panels were bent about temporary mold stations and joined with scarf joints. Aircraft-grade balsa core was chosen because it is about 15% lighter (and costs about 15% more).
PICTURE
The exterior is finished with flattened Awlgrip™ polyurethane. This finish has proved to be low maintenance, easy to repair and good looking. The cabin interior floor is mahogany with inlaid strips of holly. Interior panels are birch plywood with balsa core panel (same as the hull sides). They were vacuumed down to a flat mold. Higher up, where weight is crucial, wood skinned cored panels are reinforced with carbon fiber. The interior is varnished with Hydracoat™ water-base, satin varnish over WEST SYSTEM 105 Resin/207 Special Clear Hardener. Varnish was sprayed with airless HVLP (high volume, low pressure). The resulting finish is warm and mellow.
Below deck all plumbing and wire routing is done with schedule 80, gray PVC. Everything else is stainless steel, and even it rusts in this environment. On deck, all stainless steel fasteners securing hardware, such as windlass, cleats and stantions, are bonded in oversized holes using 105/205 and 404 High-density filler. So far, there have been no problems with any of the construction methods used on cHummingbyrd.
From looking at these five boats, we can gain some insights about what promotes longevity in wood/epoxy composite boats.
Epoxyworks 17 / Spring 2001



