Gluing Plastics with G/flex Epoxy
Spring 2008

GET STARTED
FREE PRINT & DIGITAL EDITIONS
Spring 2008
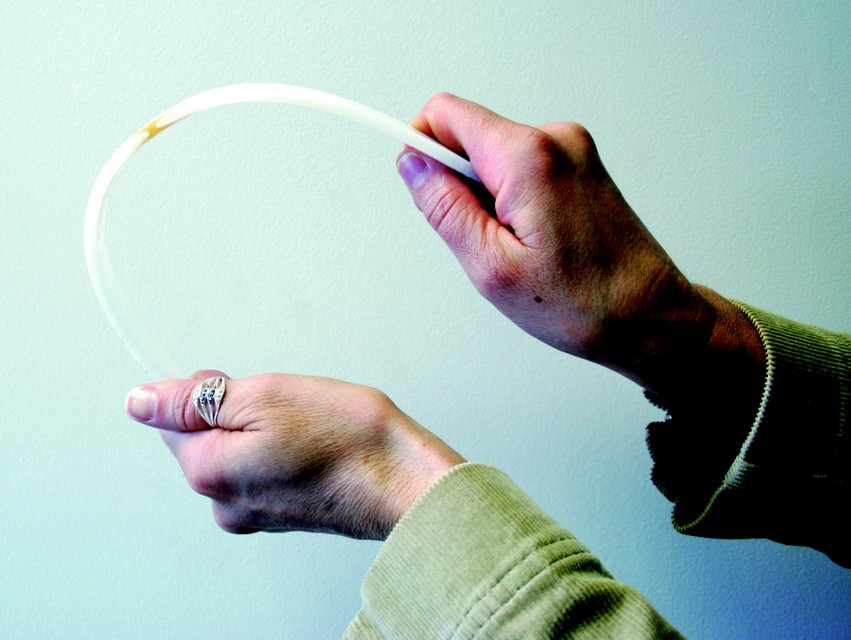
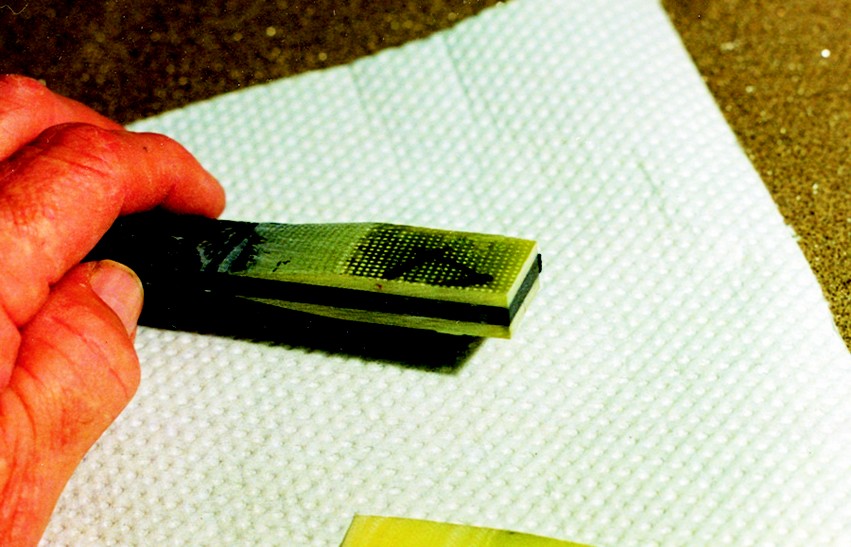
Above: This joint style in an edge-glued, 1/8″ thick HDPE plastic strip which holds tight when deflected and is a good choice when gluing plastics.
One of our goals for G/flex® was the ability to bond to a variety of plastics. This was an ambitious goal because plastics historically have been used as mold release surfaces for epoxy, allowing the epoxy to release from the plastic when cured. While developing G/flex, we tested adhesion to a number of plastics with a variety of surface prep methods.
We discovered that when gluing plastics, some need only be abraded for good adhesion to take place. Other plastics required additional surface prep involving a flame treatment to form dependable bonds. We discovered that a few plastics, like polypropylene and acrylic and their molecular cousins, are difficult to glue reliably no matter how we prepared the surfaces.
| Effectiveness of different surface preparation techniques on the adhesion of G/flex 655 Epoxy to various plastics | ||
| Plastic | Surface Prep | Tensile Adhesion (psi) |
| ABS | Sand w/ 80-grit | 1,854 |
| Sand w/ 80-grit + Flame treat | 1,813 | |
| Alcohol wipe + Flame treat | 3,288 | |
| PVC | Sand w/ 80-grit | 1,780 |
| Sand w/ 80-grit + Flame treat | 1,813 | |
| Alcohol wipe + Flame treat | 2,081 | |
| Polyethylene | Sand w/ 80-grit | 400 |
| Sand w/ 80-grit + Flame treat | 1,890 | |
| Alcohol wipe + Flame treat | 2,312 | |
| Polycarbonate | Sand w/ 80-grit | 1,870 |
Adhesion with G/flex to properly prepared plastics (other than polypropylene and acrylic) varies from about 1,700 to 3,300 psi, depending on the plastic and the surface prep used. We tested these bonds with the Pneumatic Tensile Test Instrument (PATTI). The table above shows the average adhesion achieved by G/flex 655 Epoxy to various plastics with different surface prep. In many cases, the adhesion is not enough to exceed the strength of the plastic, but it is considerably better than bonds between plastic and other epoxy formulations. The chart also shows the advantage of flame treating (especially in the case of polyethylene) and the advantage of alcohol wiping over sanding before flame treating.
It takes more than good adhesion to make a successful repair. We all know how well epoxy bonds to plywood, but it is common practice to use a scarf joint or butt block instead of a straight butt joint. Plastic joints should be treated much like plywood joints. Our Fiberglass Boat Repair & Maintenance Manual discusses the importance of grinding the proper bevel when repairing a hole or major crack in a fiberglass skin. The shallow bevel angle reduces the stress concentration between the repair and the original surface and increases the amount of surface area for adhesion. Reducing the stress concentration often helps minimize the chance of a peel failure, which is a common way adhesives can fail on plastic surfaces. Testing has demonstrated that the same technique improves bonding strength in plastic panels and reduces the chance of a repair failing in peel.
G/flex has been available since 2007. Enthusiasm for this toughened epoxy continues to run high within our company and in the field because of the unique properties that G/flex offers.
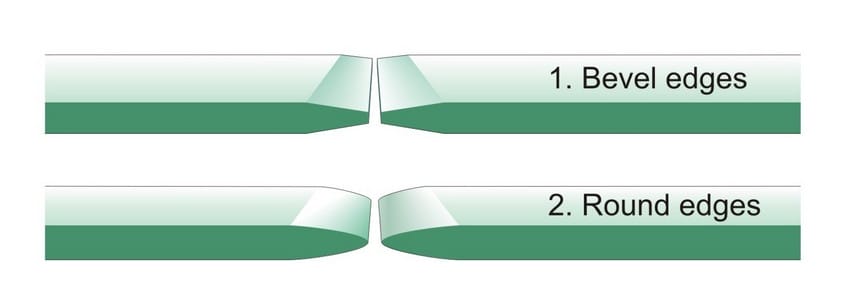
To repair 1/8″ to 1/4″ plastic, we recommend increasing the surface area along the joint by beveling and rounding the edges to be glued. This strategy is effective for repairing cracks in plastic canoes and kayaks. To test G/flex for this type repair, we simulated splits in the bottom of a thermal-formed plastic hull by edge gluing 1/8″ thick high-density polyethylene (HDPE) sheets.
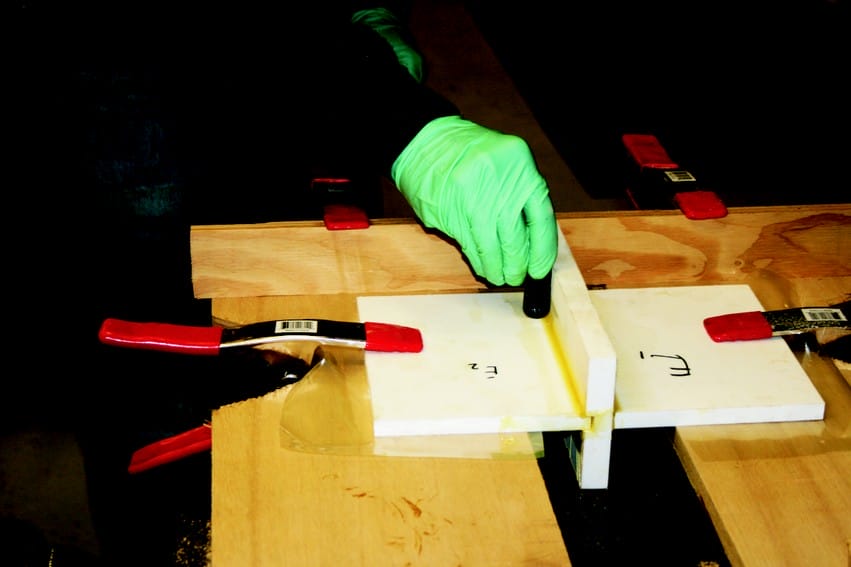
By beveling and rounding the edges of the joint with a sharp object, sanding, and flame treating the surface with a propane torch, we effectively glued this plastic together. Figure 3 shows plastic being tested under deflection after repair. The article Repairing a Royalex™ Canoe with G/flex Epoxy used this same joint style.
The thickness of a material has an exponential effect on stiffness. When repairing small plastic boats, the relatively thin hull helps reduce the stress in the repair because the entire bottom or side will often deflect a significant amount under a small load. Although the plastic hull shell has deflected significantly, the overall stress in the material is low.
A thicker, and stiffer panel can generate much higher stresses as it deflects and put more stress on the edges of the glue joint. Repairing stiffer (thicker) plastic parts requires more attention to the possible cleavage and peeling loads.
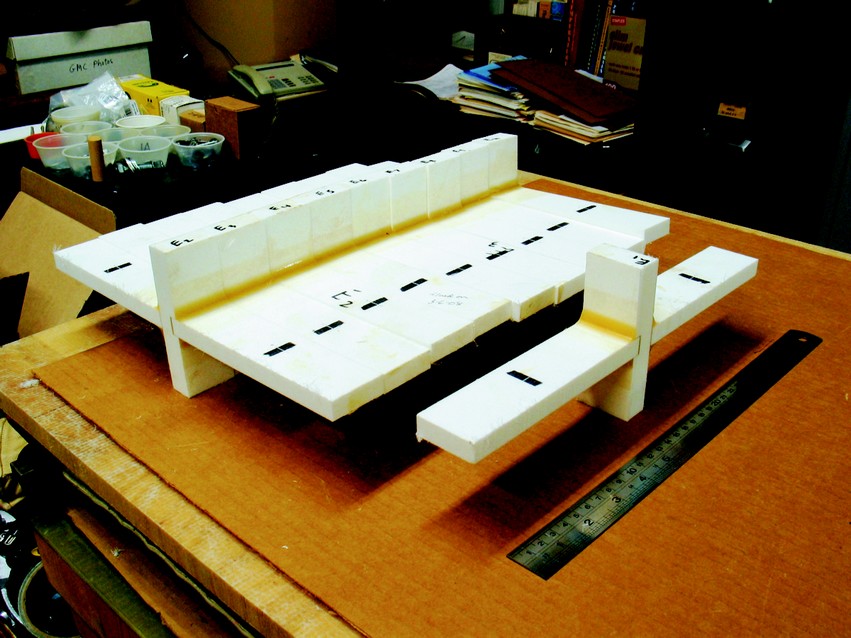
Bonding surface area can be optimized with the use of fillets. Fillets are used to increase the surface area of the joint and reduce the stress concentration. The reduced stress concentration can help deal with off-axis loads which can cause the joint to cleave apart. We recently performed a tensile test on polyethylene butt joints by pulling apart samples with and without fillets (photos right). The samples that used fillets required almost 100% more force to pull apart.

Our formulating efforts were successful. We had an epoxy that would bond to plastics and we had a strategy for making plastic boat repairs.
As word of G/flex spread, we received lots of calls from canoe and kayak liveries. They had damaged boats made of molded plastic that needed to be repaired quickly because their season was about to begin. The damage ranged from normal wear and tear on the bottoms near the bow and stern, to cracks and splits that appeared randomly on the hulls.
The G/flex Epoxy kits come with an instructional brochure that explains a variety of repair techniques including plastic canoe and kayak repairs and the technique for flame treating (below). Repairing a Royalex™ Canoe with G/flex Epoxy demonstrates the effectiveness of those repair techniques on a severely cracked canoe made of ABS plastic.




